Подготовка к пайке полипропилена: этапы
Этапы подготовки к процессу пайки выглядят следующим образом:
- проследите за размерами отрезков, перед их соединением. Сделайте схему разметки водопровода и замеры длины труб. Помните, что во время нагревания в аппарате труба становится короче порядка на 1 мм, учтите это;
- аккуратно соединяйте трубу и фитинг, лучше применяйте для этого линейки, отвесы, угольники и прочее. Также ориентируйтесь на продольную линию для разметки;
- следите за тем, как выглядит место стыка и фитинг. Во время нагрева на соединяемых концах появляется кольцо и нужно, чтобы оно было одинаковым на всех последующих соединениях. Глубину раструбной части насадки лучше измерить.
Инструкция для пайки
Оборудование и материалы

При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие

Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку

Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.
Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
Инструкция пайки

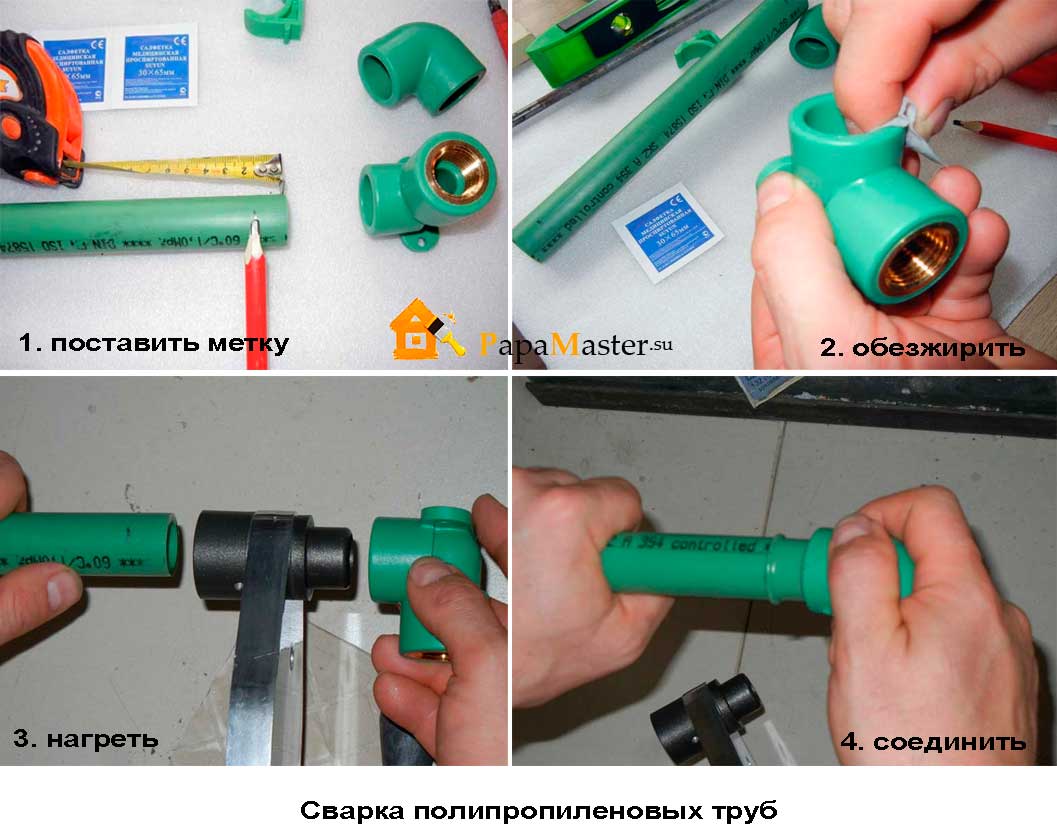
Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.




![[инструкция] пайка полипропиленовых труб | видео](https://par-torg.com/wp-content/uploads/4/3/8/4389366860a4d36f2be351bbf02467ae.jpg)



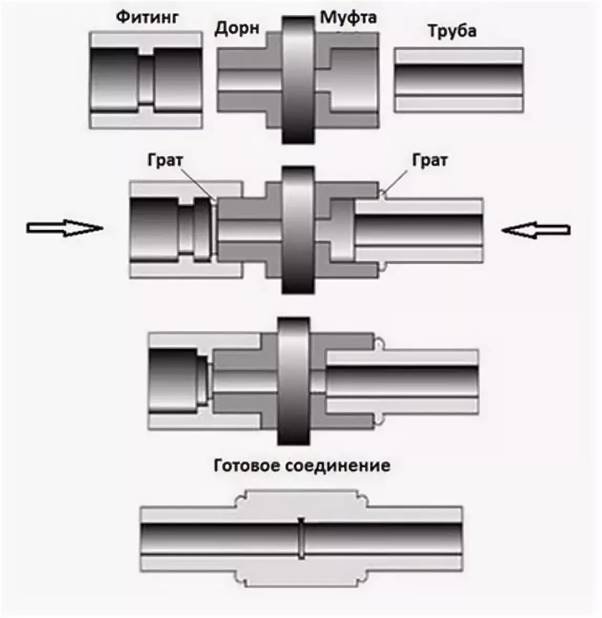
Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
| Характеристика значения | Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование

Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.

Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.

Полипропилен: особенности материала для трубопроводов

Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода – полипропилен (PP) – имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.

Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
При температуре жидкости более +95С и напоре от 20 атм срок жизни РР-трубы значительно сокращается.
Армированные PP-трубы
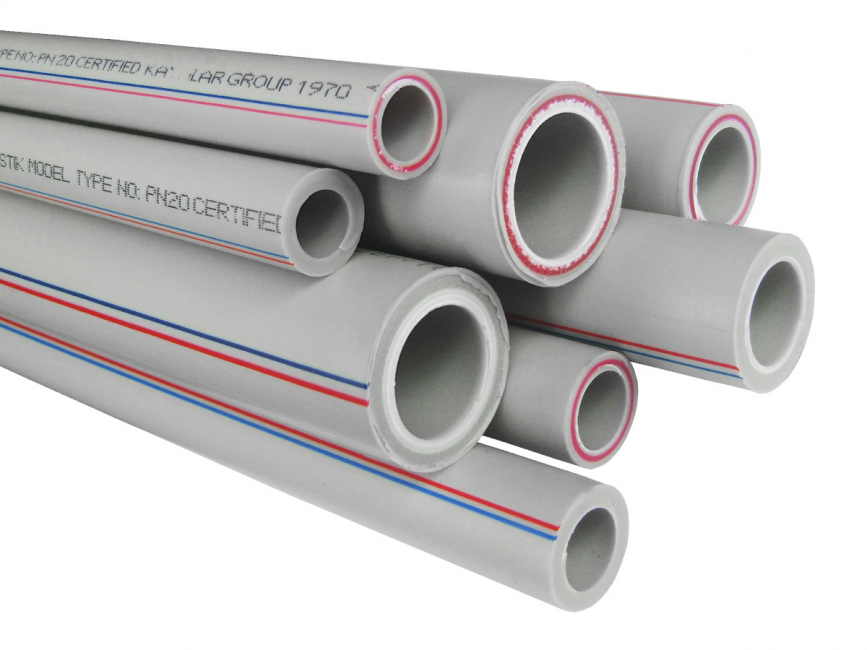
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования – снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
- Алюминиевую фольгу
- Стекловолокно
Армирующий слой может располагаться снаружи или между слоями пластика
Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги

Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Какими преимуществами обладают полипропиленовые трубы

Безусловно, полипропиленовые конструкции обладают множеством неоспоримых преимуществ. Но чтобы выжать из данного материала максимум его возможностей, необходимо осуществлять пайку согласно инструкции. В таком случае вы сможете рассчитывать на такие преимущества, как:
![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://par-torg.com/wp-content/uploads/9/7/2/972e5a6b63fa835ae51591906001f312.jpg)







- Полипропиленовые трубы имеют высокую устойчивость против разнообразных химических реагентов.
- Конструкции из этого материала абсолютно не поддаются коррозии.
- На них никогда не появляется плесень и грибок при привальной эксплуатации.
- У полипропиленовых труб низкая теплопроводность. Но чтобы получить максимум от конструкции необходимо чётко следовать инструкции во время пайки.
- Из-за того, что материал обладает малым весом трубы из полипропилена легко транспортировать. При этом их монтаж и пайка также становятся в разы проще.
- Не стоит забывать и про высокую экологичность материала.
Гарантийный срок эксплуатации полипропиленовых труб при условии, что пайка конструкций будет осуществляться согласно инструкции — составляет 50 лет.

Внимание! Чтобы полипропиленовые трубы прослужили долго необходимо полностью соблюдать условия эксплуатации, которые подробно изложены в инструкции, которую каждый производитель добавляет к своим изделиям. Так как конкуренция на рынке полипропиленовых труб довольно высока, каждый производитель старается создать максимально оптимизированную структуру материала
Неудивительно, что инструкции по эксплуатации у их товаров могут существенно отличаться
Так как конкуренция на рынке полипропиленовых труб довольно высока, каждый производитель старается создать максимально оптимизированную структуру материала. Неудивительно, что инструкции по эксплуатации у их товаров могут существенно отличаться.
Мало кто знает, но полипропиленовые трубы при условии пайки точно по инструкции пригодны для использования вне пределов помещения
Также несмотря на уникальность технологии изготовления можно выделить одно важное правило, которое обязательно при эксплуатации подобных конструкций
Когда будете использовать конструкции из полипропилена, просто следуйте этой инструкции: давление внутри труб не должно превышать 15 бар. В противном случае серьёзно возрастает риск нарушения герметичности. При этом температура должна быть в диапазоне от 0 до 10 градусов. Если же окружающая среда отличается крайне высокими температурами, то давление не может перейти черту в 2 бара.

Если полипропиленовые трубы используются точно по инструкции, а пайка и монтаж проходят согласно действующим строительным стандартам, то такие конструкции отлично себя проявляют как в горячем, так и в холодном водоснабжении. Мало того, они практически незаменимы, когда нужно быстро наладить водоснабжение в доме.
Полипропиленовые трубы отлично сочетаются с другими материалами за счёт возможности использования вставок из разнообразного материала. Также нужно отметить огромное количество разнообразных фитингов, которые упрощают монтаж.
Внимание! Наличие дополнительных элементов монтажа позволяет соединять пропиленовые трубы со стальной арматурой и любой сантехникой
Советы
Мало не совершать ошибок, нужно еще учитывать хитрости сварки, которые выработались у профессиональных монтажников с годами. Условно их можно разделить на «лайфхаки» по выбору материалов и инструментов, и полезные советы для работы.
Как выбрать трубы:
- Взять за правило, что тонкостенные трубы можно использовать только для холодной воды и декоративных изделий. Для работы с горячей водой стоит выбирать лишь армированные толстостенные. Для вентиляции нужны трубы с маркировкой PHP.
- Изделия со стекловолокном в качестве армирующего слоя универсальны. Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет. Не стоит вестись на рассказы консультантов о лучшем качестве труб с алюминием.
- Внешний вид труб тоже может о многом сказать. Если изделие имеет равномерную окраску, ровный круглый срез и гладкие стенки внутри и снаружи – оно качественное. Если окраска идет пятнами, срез не круглый, а стенки шероховатые – изделие подведет в процессе эксплуатации.
- Трубу нужно понюхать. Характерный резкий запах пластика имеют только трубы из низкосортного сырья. Изделие из качественного пропилена почти не пахнет.
- Труба должна входить в фитинг туго и только в горячем состоянии. Если есть зазор между стенками хотя бы в миллиметр – это брак.
- Все комплектующие нужно закупать у одного производителя.
Хитростей сварки и монтажа намного больше. Они приходят с опытом, и у каждого мастера свои приемы. Но есть несколько универсальных советов.
Так, каждый мастер знает, что насадки паяльного аппарата обрабатываются специальным раствором на производстве. Он защищает инструмент от негативных воздействий окружающей среды до начала использования. Защитный слой испаряется при первом включении паяльника с насадками. При испарении появляется характерный запах и легкая копоть. Поэтому нужно первый раз запускать аппарат на улице и дать ему прогреться до полного испарения. Только потом приступать к пайке.
Второй секрет касается обработки труб и паяльника обезжиривающим средством. Лучше выбрать чистый спирт. Он быстро испаряется и не оставляет запаха внутри труб, в отличие от ацетона и растворителя.
Если температура окружающей среды близка к нулю, нужно замедлить остывание соединительного шва. Для этого используют салфетки из теплой ткани.
Протирать детали нужно салфеткой из ткани, которая не оставляет ворса. Внутри насадки паяльника он будет тлеть.
Для двойного контура труб (горячая вода и холодная) предпочтительно расположение горячего контура над холодным. Так не будет образовываться конденсата на трубах. Соединять детали в местах перехода из горизонтали в вертикаль можно только под углом 90 градусов.
Если соблюдать эти рекомендации, монтаж пройдет успешно, а коммуникации из полипропиленовых труб прослужат несколько десятков лет.
О том, как спаять полипропиленовые трубы, смотрите в следующем видео.
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.








Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
 Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.

Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.

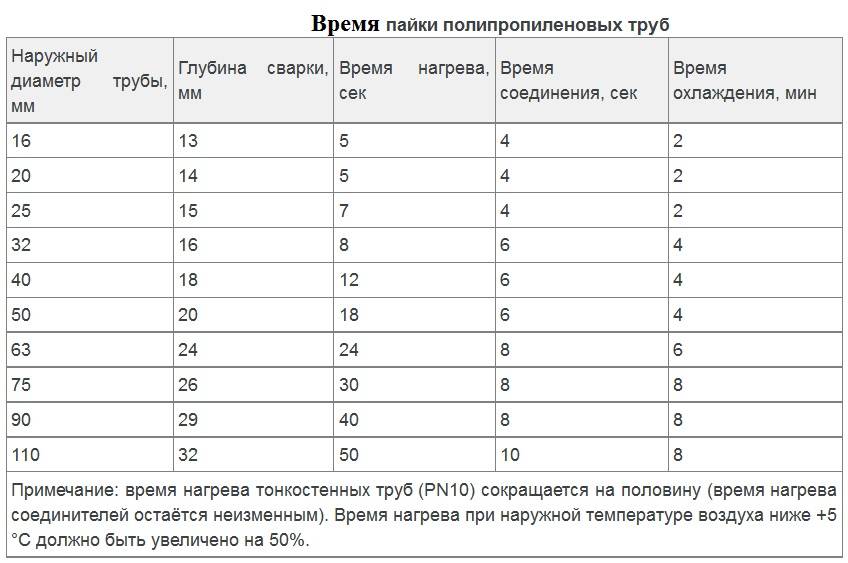

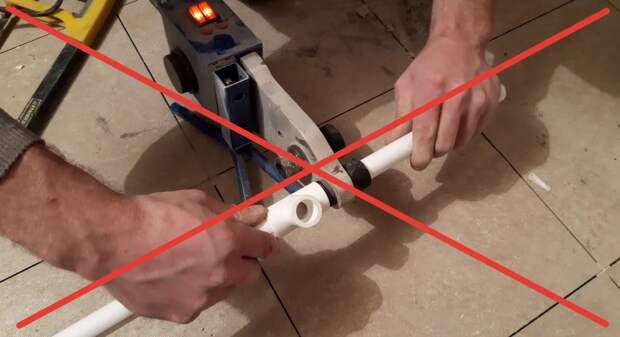





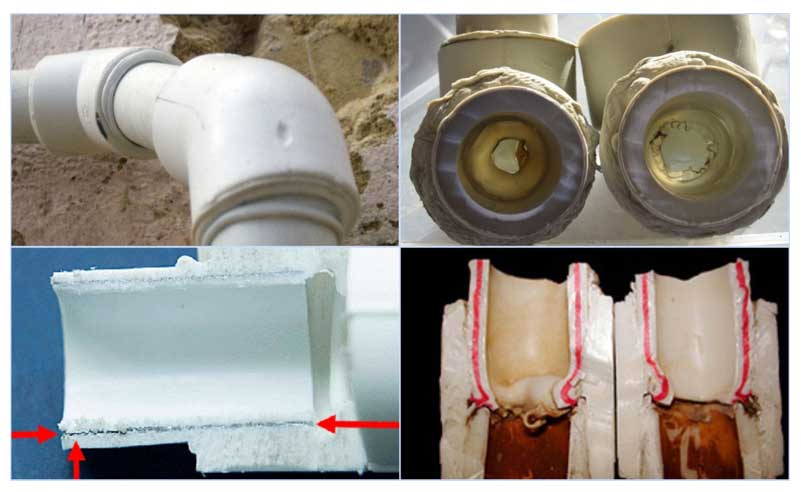
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
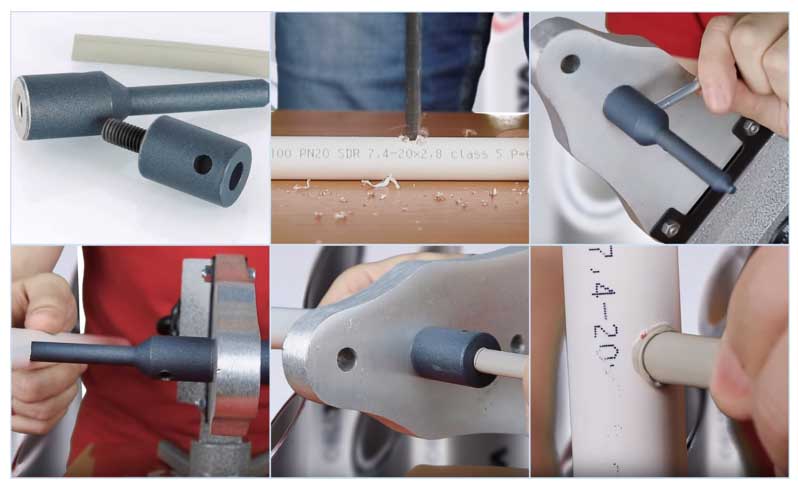
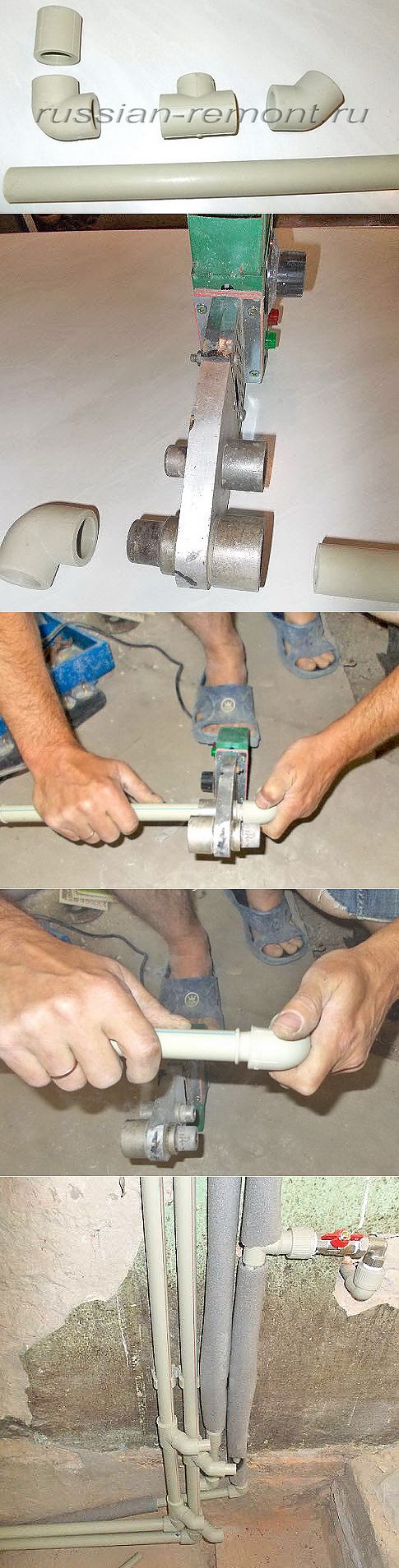
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Пошаговая инструкция сварки ПП труб
После покупки всех необходимых труб и фитингов можно приступать к их сварке. Этот процесс будет рассмотрен пошагово, с иллюстрациями, чтобы не осталось никаких вопросов.
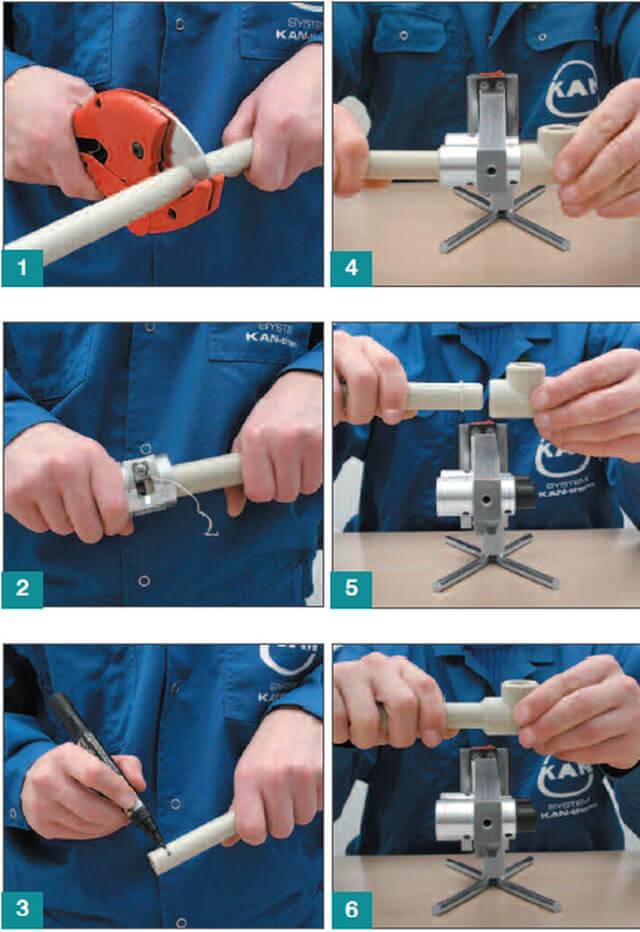
Шаг #1 – обрезка труб
Этот процесс производится с помощью трубореза. Если срез будет скошенный, то более длинная кромка может сформировать при пайке наплыв и сузить внутренний проход фитинга.

Труборез имеет широкое основание, которое помогает выдерживать прямой угол при резке, но это не означает, что контролировать перпендикулярность среза не нужно самостоятельно
Труборезы имеют максимальное ограничение по диаметру, поэтому выбирать нужно ту модель, которая подойдет под купленные трубы.
Шаг #2 – обработка трубы и формирование фаски
После обрезки необходимо сформировать небольшую фаску на детали, которая будет всовываться в раструб. Для этого применяются различного размера ручные калибраторы либо насадки для шуруповерта.
Оба инструмента имеют встроенные ножи, которые формируют фаску со стандартными параметрами.

Формировать фаску насадкой для шуруповерта можно прямо в руках, не прибегая к жесткой фиксации трубы в тисках
Для получения среза нужно насадить трубу на ручной калибратор и несколько раз с нажимом прокрутить вокруг оси.
На армированных трубах, помимо фаски, снимается верхний слой ПП и алюминиевой фольги с помощью шейвера. Он имеет вид цилиндра с ручками и подходит только под один конкретный размер.

Не рекомендуется производить снятие слоев армированных труб обычным ножом – это может повредить спаиваемую поверхность и уменьшить прочность соединения
После формирования фаски и снятия алюминиевой фольги требуется вытереть все детали начисто.
Шаг #3 – подготовка паяльника
Температура пайки полипропиленовых труб варьируется от 260 до 280 °C, но любителям лучше использовать безрегулировочные паяльники или нагрев до 260 °C. Рекомендуем подробнее рассмотреть значения температуры пайки полипропилена.
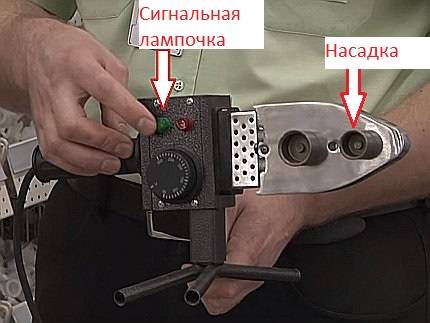
Перед включением необходимо надеть на утюг паяльника двусторонние насадки (дорн и гильзу) и поставить прибор на крестовидную подставку.
Чем мощнее паяльник, тем большее количество труб он может сварить в единицу времени, но для домашних работ достаточно 800-ваттного прибора
Затем следует включить паяльник. При достижении на нем температуры 260 °C загорится сигнальная зеленая лампочка.
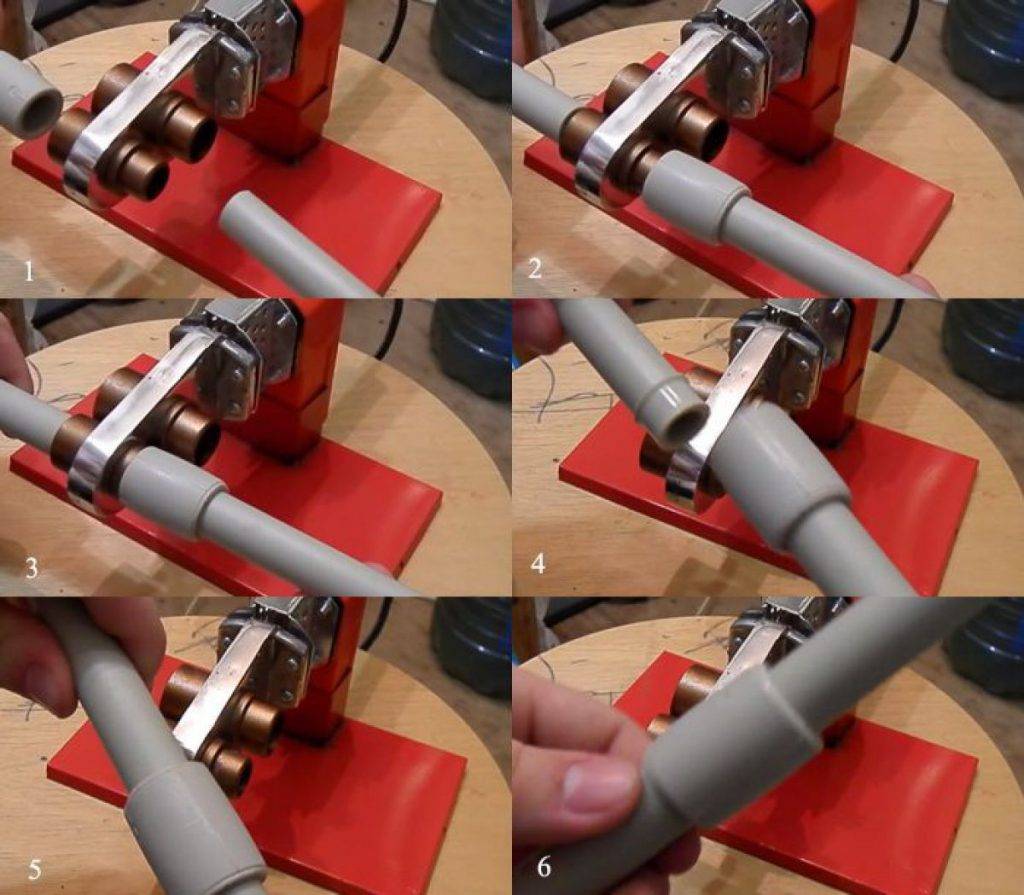
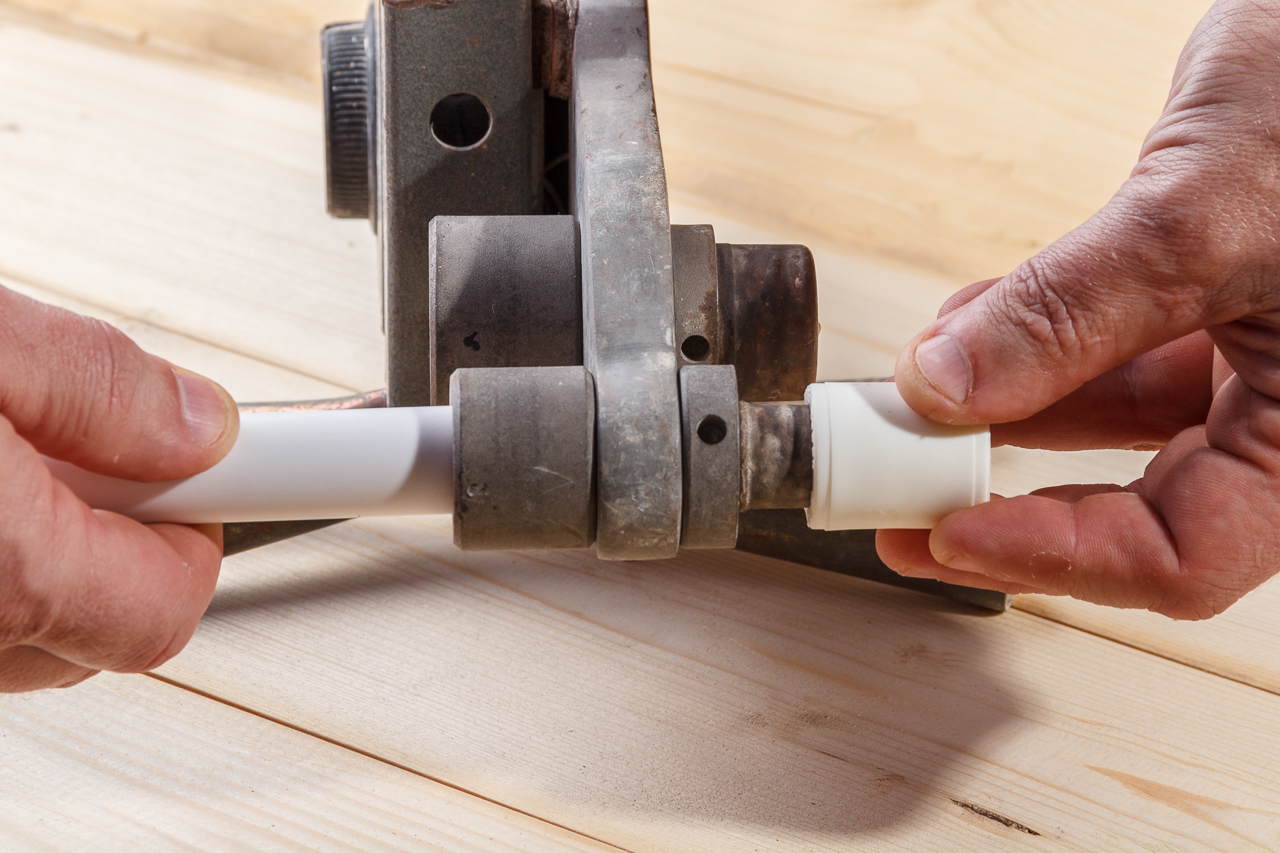
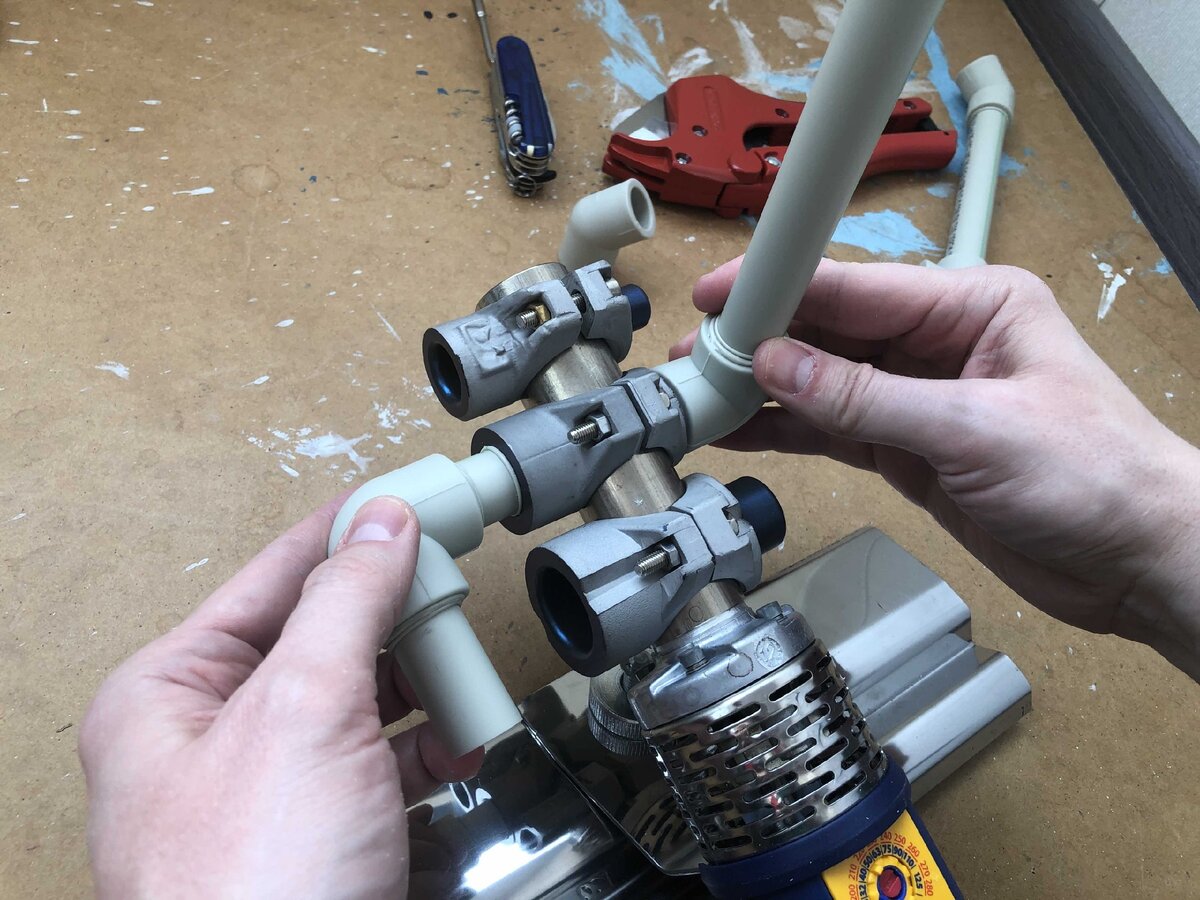
Шаг #4 – нагрев и соединение деталей
Работать с трубами рекомендуется в перчатках. Для нагрева деталей необходимо одномоментно одну соединяемую деталь насадить на дорн, а вторую всунуть в гильзу.

Присоединять и разъединять полипропиленовые детали с паяльником необходимо прямо без крутящих движений. Аналогичное правило действует и при соединении разогретых изделий
Для соблюдения глубины соединения можно заранее маркером сделать соответствующую отметку на трубе и ориентироваться на неё при всовывании изделия в раструб.
В нижеприведенной таблице указано нормативное время нагрева, соединения и остывания труб, в зависимости от их диаметра, а также глубина всовывания в раструб. При работе в холодном помещении время нагрева может быть увеличено на 1-2 секунды.
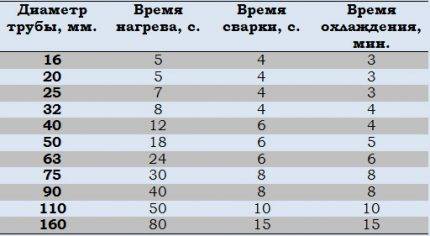 Указанные в таблице временные параметры являются ориентировочными. Точные цифры нужно смотреть в инструкции к конкретной модели паяльника
Указанные в таблице временные параметры являются ориентировочными. Точные цифры нужно смотреть в инструкции к конкретной модели паяльника
После нагрева соединяемые детали с усилием прямым движением нужно состыковать до намеченной черты
Важно не допускать поворота деталей
Сдвиги трубы и фитинга друг относительно друга допускаются только в течение 4-12 секунд. После этого любые подвижки будут очень негативно сказываться на качестве соединения.










При соединении деталей их оси должны быть расположены максимально параллельно, потому что через 20-30 секунд исправить кривизну будет невозможно
После соединения необходимо дать полипропилену остыть в течение указанного в таблице времени. Желательно посмотреть на получившийся внутренний шов, чтобы убедиться, что наплыв не перегораживает проход. В противном случае придется перепаивать детали. На этом процесс пайки заканчивается.
Чтобы в процессе сваривания пластика избежать популярных ошибок, рекомендуем ознакомиться с правилами и ошибками пайки.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.